


更新时间:2025-07-23 15:10:02 ip归属地:潍坊,天气:小雨转多云,温度:25-33 浏览次数:27 公司名称:聊城 新物通物资(潍坊市分公司)
| 产品参数 | |
|---|---|
| 产地 | 山东 |
| 品牌 | 正强 |
| 材料 | 圆钢 |
| 范围 | 【轧辊钢】注浆管供应范围覆盖山东省、枣庄市、东营市、济宁市、菏泽市、滨州市、聊城市、潍坊市、德州市、泰安市、临沂市、烟台市、威海市、莱芜市、日照市、淄博市、青岛市、济南市 潍城区、寒亭区、坊子区、奎文区、临朐县、昌乐县、青州市、诸城市、寿光市、安丘市、高密市、昌邑市等区域。 |

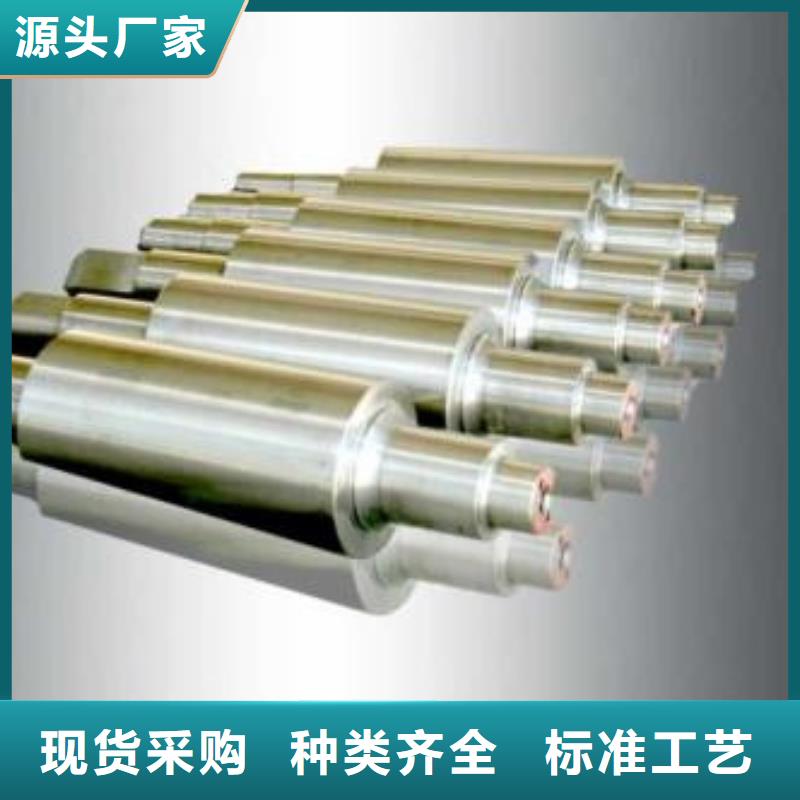

钢液与已经预热的芯轴表面熔合,并因结晶器的冷却而凝固,形成复合层。借助移动装置不断由结晶器中拉出已经凝固的部分(或结晶器上移),同时上部钢水不断注入,直至达到预定的轧辊长度为止。目前国外ESSLM法已实现了工业化,采用ESSLM工艺生产的高速钢复合轧辊外层致密,无缩孔、裂纹、疏松等缺陷,外层金属与芯轴熔合良好,主要合金元素、硬度及显组织在高度方向及横断面上的分布均匀。
2.2喷射成形(Osprey)高速钢轧辊
Osprey技术是在粉末冶金惰性气体雾化制粉的基础上发展起来的一种近终成形技术,它是充分利用已精炼的液态金属,用高压惰性气体将合金液流雾化成细小的熔滴,熔滴在高速气流的作用下飞行并被雾化气体冷却,


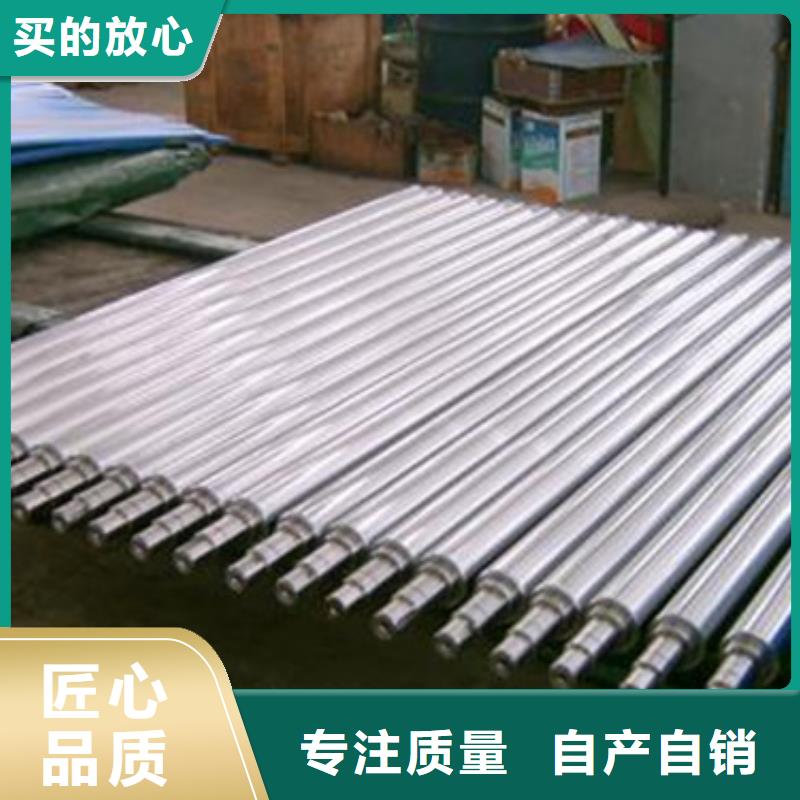
半高速钢轧辊是在高速钢轧辊的基础上研制出的一种新型轧辊,其合金含量大约为高速钢的一半。半高速钢轧辊生产方法是将半高速钢作为轧辊的工作层材料,将合金球墨铸铁作为轧辊的芯部材料,通过离心铸造复合而成,与高速钢轧辊相比,半高速钢轧辊合金含量少、制造成本低、轧辊切削加工性能好。
(1)半高速钢轧辊含碳量大多数在1.0%以下,组织中的碳化物含量通常在5-10%;
(2)半高速钢轧辊由于合金含量较高速钢轧辊少,轧辊硬度相对低一些,通常辊身表面硬度为75-85HSD,硬度不均匀度≤2HSD;
(3)半高速钢轧辊的耐磨性低于高速钢轧辊,但是半高速钢轧辊的韧性、咬入性、抗疲劳性和切削加工性能却明显优于高速钢轧辊;



导致轧辊使用中易发生剥落。因此,如何确定在给定的工艺条件下V和Nb复合添加的 比例,控制产生粗大的NbC,提高轧辊中W和Mo含量,确保高速钢红硬性和耐磨性,同时还要高速钢轧辊偏析,是离心铸造高速钢轧辊生产中急待解决的问题。
此外,高速钢轧辊离心铸造过程中,离心机转速对轧辊使用性能也有明显影响。研究发现,随着离心机转速的增加,轧辊组织致密,硬度提高,磨损量减少,耐磨性不断改善,但转速过高,轧辊耐磨性提高不明显,反而增加了动力消耗和加剧合金元素偏析。为了改善高速钢复合轧辊的结合层质量,我国科学家发明了高速钢复合轧辊多层浇注工艺,轧辊自外向内依次为高速钢工作层、芯部材料组成的中间层1、中间层2、芯部1和芯部2。离心浇注工作层后,降低转速分别浇注中间层1和中间层2,然后再次降低转速至200-350 rpm浇注芯部1,关闭动力自由减速并浇注芯部2。该发明复合高速钢轧辊,


离心铸造高速钢轧辊工艺的流程:
1、冶炼时,外层高速钢在中频炉中熔炼,选用优质合金料和钢铁料进行熔炼。Nb、W、V铁先破碎再入炉。分两次冶炼, 次加95%,第二次添加余料,并进行调。出钢时包底加入变质剂变质,以细化基体和碳化物。中间层材料和芯部材料在工频炉冶炼,特别是芯部材料球墨铸铁铁水在出炉时,在胞内加入适量的球化剂和孕育剂进行球化、孕育处理,以保证轧辊辊颈的力学性能。
2、浇注时,浇注外层高速钢钢水时应选择较大的重力系数,同时辊模温度应尽量低,钢水的浇注温度也尽可能低。等钢水在旋转的辊模中凝固后,再浇注中间层金属液。中间层凝固后停机,合箱浇入芯部铁水。浇注中可采用玻璃保护渣。


新物通物资(潍坊市分公司)致力为客户提供更、更环保、规格更齐全、品类更、工艺更精湛的优质 630不锈钢管厂家、12Cr18Ni9不锈钢管厂家、35Crmo合金钢管、42Crmo合金钢管。

